Although others claimed to have assembled the printer in about 6 hours, I'm quite sure that it took me at least 12 hours. I guess you could say that I was being careful. Finally on Easter Sunday I had it all put together, installed and configured the software, read through the user guide, and was ready to go. The printer only came with a few grams of filament, so I didn't want to waste any time on the example models that came with the software, and instead opted to build my own using openSCAD (http://www.openscad.org/). Since the cable penetrators that I bought to go through the hull of the boat were too short, and I wasn't able to find any online that were long enough (stem needs to be ~ 1.5 inches to get through the insulation) I thought it would be a good idea to make my own. openSCAD is pretty slick, especially if you're used to scripting or programming. I was able to make a simple function call to create a metric M16 screw, and then a 2nd function call to create a hollow 8 mm hole down the middle of it. The model looked great! I then exported to an STL file, brought it into some 3D printing software (Cura), re-saved it as a GCODE file, and then issued the command to start printing.
Before all this, I had eye-balled the heating bed to make sure that it appeared to be level and that the nozzle head was pretty close to the bed surface. Rookie mistake. My first print was a strange jumble of filament in the center of the bed that got pushed around randomly by the nozzle head. So I used the recommended technique of placing a sheet of paper on the bed and moving the head over the surface of the paper to see that it just barely touched everywhere. This seemed to help, although my next two prints (of two separate models on different parts of the bed) also failed... in retrospect I think this failure might have been due to a position error, caused by one of the belts being too loose. Eventually, after midnight I was able to get a not too bad looking penetrator screw. It looked like it was slightly squashed though, again probably due to the loose belt. Tightening the belt the next day seemed to result in better print symmetry.
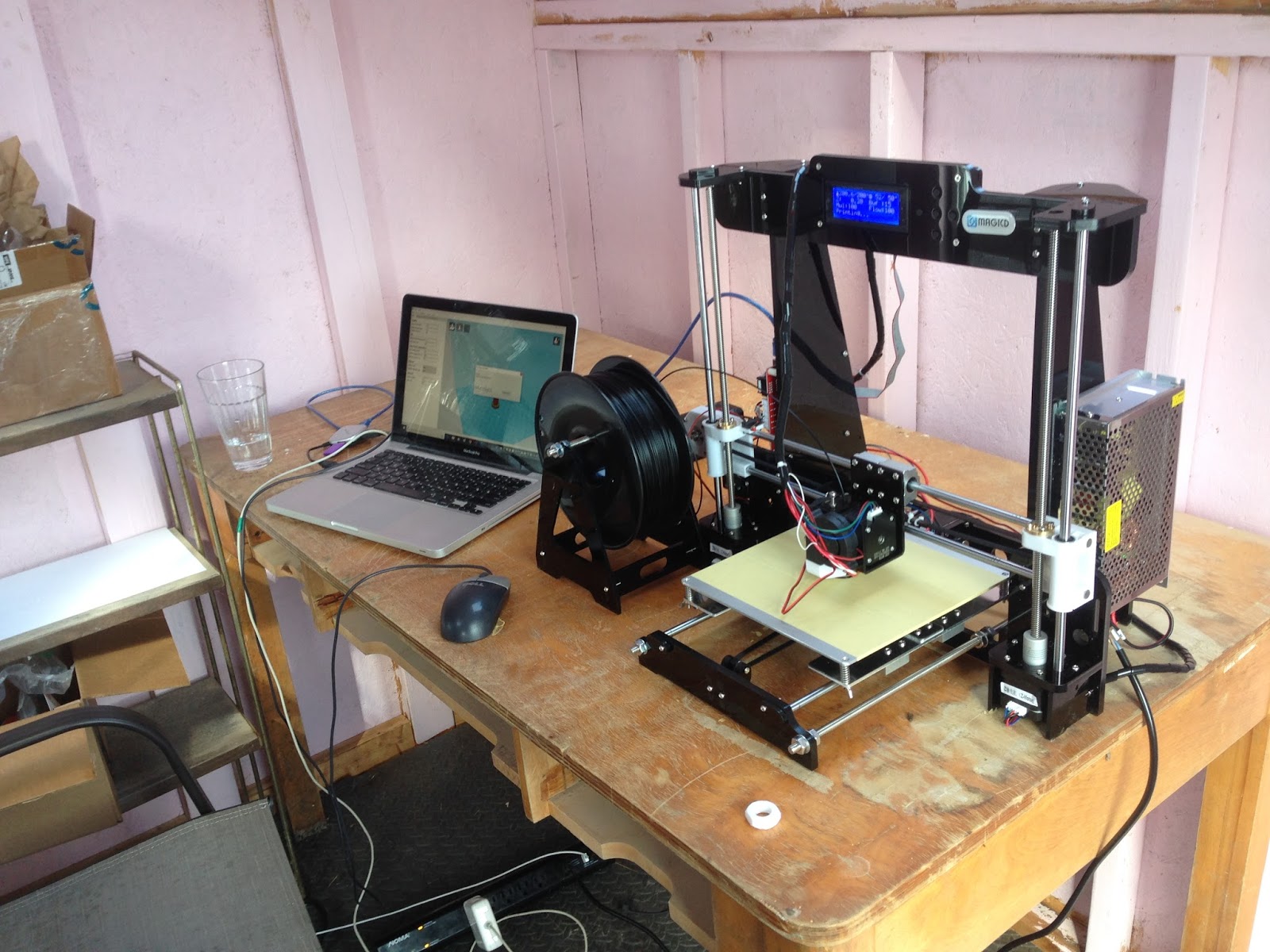
On Monday I moved the printer out into the playhouse:
My first couple prints out there did not go particularly well. Tightening the belt improved the symmetry of the modeled screw, but the parts of the screw that were more than about an inch from the heating bed were fairly weak, and tended to tear apart when stressed or torqued with a nut. I think it might have been too cold (~ 10 deg C) in the playhouse. So I tried using the printer's own packaging to insulate the printing volume a bit.

This seemed to do the trick, and I was able to get some better prints, but still not quite strong enough to actually tighten a nut over it. After shortening the threaded section of the screw, and reducing the hole diameter to 6 mm, I was finally able to make something useful:

Now I'm creating models of parts that will make up the framework for holding the solar panel on AMOS. As these are larger parts, they will require about 5 hours each to print... so a little bit longer between iterations!
While waiting for stuff to print, I also started work on a sort of generic server program for AMOS that would allow it to receive TCP/IP or Bluetooth / serial commands from a host controller.
EDIT (April 4, 2018): I think I can dispense with the ridiculous box around the printer; I was able to do a number of good prints today at an ambient temperature of ~ 0 degrees C. Suspending the filament reel from a beam in the ceiling seemed to greatly improve the quality and precision of the prints, as the reel was much more free to rotate, and the filament didn't get snagged on anything.
If you end up having trouble printing the thread on your hardware, you can print the shank / nut and then use a tap and dye set as another operation by hand.
ReplyDeleteThe thread "looks" ok, it is probably just a sub-mm sort of error in precision that makes it difficult to fit the nut over the bolt; I'll try printing some nuts that are slightly larger to see how that works, otherwise there will probably need to be some sort of manual adjustment afterward.
DeletePrinting nuts that were slightly larger did in fact work, although it took some trial and error adjusting scale factors in the printing software to get it right.
Delete